核心提示:鋁合金電鍍硬鉻是利用強堿性的鋅酸鹽溶液在置換鍍層上直接鍍鉻,其工藝成熟,操作簡便、易行。然而,鋁及鋁合金是一種特殊材料,即兩性金屬。工業應用大多為硅鋁鑄造件,合金組織中的硅元素容易發生硅的偏析,使其表面不能完全活化,加上鋁表面總有一層天然氧化膜存在,給電鍍帶來一定的困難。
1. 前言
鋁合金電鍍硬鉻是利用強堿性的鋅酸鹽溶液在置換鍍層上直接鍍鉻,其工藝成熟,操作簡便、易行。然而,鋁及鋁合金是一種特殊材料,即兩性金屬。工業應用大多為硅鋁鑄造件,合金組織中的硅元素容易發生硅的偏析,使其表面不能完全活化,加上鋁表面總有一層天然氧化膜存在,給電鍍帶來一定的困難。因此,需要選擇合理而適宜的前處理工藝,如浸重金屬、酸侵蝕及二次浸鋅等方法,之后再進行電鍍即可獲得結合力良好的硬鉻層。
2. 工藝流程
有機溶劑除油——晾干——化學除油——熱水洗——流動水洗——浸重金屬——流動水洗——晾干——酸侵蝕(出光)——流動水洗2次——第一次浸鋅——流動水洗2次——退鋅——流動水洗——第二次浸鋅——流動水洗2次——裝掛——電鍍硬鉻——多級回收——水洗——卸掛——熱水燙干——檢驗——去氫——不良件退鍍。
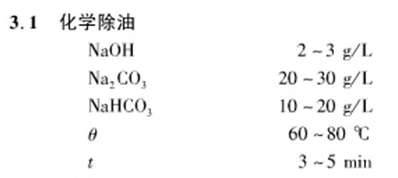
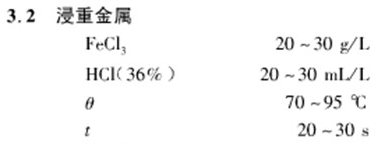
3. 各工序溶液配方
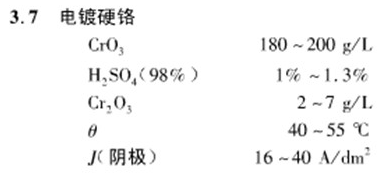
4. 工藝說明
(1)先用有機溶劑(如汽油、煤油等)除油,除去鋁件在機械磨削、拋光時留下的各類油脂,然后用化學除油或電化學除油方法記性補充除油。需要注意的是,鋁件不能與鋼件用同一槽液除油。必須另設專用堿性較弱的除油液,且操作溫度不太高,除油時間也不宜太長,防止除油液與鋁件反應產生大量泡沫外溢并造成表面過腐蝕。
(2)鋁件經浸重金屬處理,可省城微紅褐色、致密的松孔膜金屬鐵,使電位正移。特別是可以克服浸鋅法得到的鍍層結合力不牢的弊端,如在潮濕的腐蝕介質中。鋅受到橫向腐蝕導致表層剝落。該工序溶液必須進行加熱,室溫操作無效,在槽液加熱以后,可連續處理最多為一周生產量的工件,晾干待出光,不必經常加熱處理。
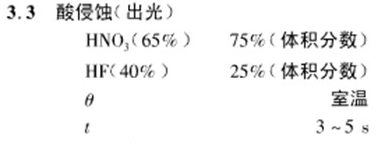
(3)酸浸蝕溶液中HF是為除去鋁件表面的硅而加入的,在該混合溶液中出光時,HF可除去合金組織表面的硅而得到均勻、潔凈的亮白色表面,病使其完全活化。但出光時間不宜過長,工件在槽中提出動作要快,盡量將工件抖動甩掉部分帶出液回流槽中,病迅速移入流動水槽中充分清洗,防止在空氣中停留時間過長。
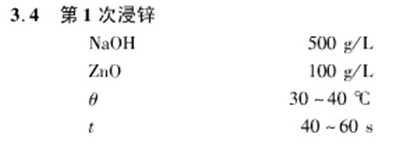
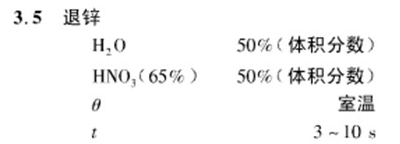
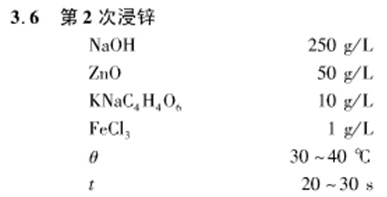
(4)浸鋅是為提高鋁件鍍硬鉻結合力的關鍵工序之一,傳統的二次浸鋅效果比一次浸鋅好,同樣,使用2只鋅槽分別浸鋅效果比在同一個槽中浸鋅好,即穩定性好。二次浸蝕法可有效除去鋁表面的天然氧化膜,并能防止其再次形成。第一次浸鋅旨在去除鋁件出光后又新生的氧化膜并以鋅層替代,而后將該鋅層在50%的濃硝酸溶液中進行溶液即退鋅,為第二次浸鋅獲得晶粒細密而薄的鋅層打好基礎。第二次浸鋅采用稀溶液,可以獲得結晶更細致、更薄且附著力好的鋅層,并有利于工件清洗,同時可減少表面殘留鋅酸鹽帶入鉻槽,影響鍍液性能。
實踐證明,浸蝕工序直接關系到鍍鉻層結合力的好壞,因此,除精心操作外,浸鋅液含量的控制是關鍵。以第2次浸鋅為例,采用NaOH 500g/L,ZnO 100g/l,在該濃度中鋅置換層是米黃色的,當NaOH 150~250 g/L,ZnO 45~70g/L時,鋅層為瓦灰色或青灰色,都具有微光澤。若ZnO含量過低或者NaOH含量過高,在這種溶液成份失調的情況下浸鋅,會出現大塊斑點或光澤不均或無光澤,且疏松粘膜,結晶粗糙并易于擦掉。這時必須將鋅層退除掉,并著手調整溶液為正常或更換新液后重新浸鋅處理,方可進行鍍鉻,否則還會引起鍍鉻槽液的故障。浸鋅后的鋁件可以浸泡在清水槽中待裝掛,鋁件裝上鍍鉻掛夾具時,必須認真加以緊固,確保具有良好的導電性能。
(5)鋁件浸鋅后帶電下槽以低溫小電流起鍍硬鉻。先將鍍液加熱至40度,起鍍電流密度為16A/dm2,總電流隨工件增多而提高,待工件全部下槽后,逐漸提高電流至正常電流密度為40A/dm2,或更高;鍍液溫度同樣隨電流的提高而升到50~55度之間,此時開始計算鍍鉻所需時間。
生產證明,鋁件低溫小電流起鍍操作發效果顯著,工作范圍寬,鍍層結合強度好。即便是掛具與電棒導電故障,也不會造成鍍層起皮。因此鍍鉻質量穩定,一次合格率高達100%(指鍍層結合力)。若采用高電流,也應該慢慢升高電流密度達到正常電流。這樣,便可防止鋁基體表面氧化鋁的產生,避免鍍層的結合強度受到影響。實踐證明,鉻鍍層并非在鋅層上析出,而是沉積在暴露出的鋁基體上。因此,最好采用低溫小電流起鍍比較可靠。
(6)鋁件不良鍍鉻層的退除不能用鹽酸溶液,也不能在鍍鉻槽中反電退鍍。即使采用常規法,即無硫酸根的鉻酸溶液電鍍退鉻,也必須嚴格掌握操作時間,防止鋁件基體被溶解腐蝕而報廢。對此,筆者曾改用弱堿性的碳酸鈉電解液進行退鉻,并取得良好的效果。其工藝如下:50~70g/L碳酸鈉,室溫,陽極電流密度10~20A/dm2,陰極為鐵板或鉛板。該工藝的優點是:碳酸鈉水溶液在電解反應時溢出的氣體無刺激性氣味,對人體無害,不污染環境;當工件上鉻層褪盡時,其電極反應基本不會產生溶解,且表面光潔如新,相應提高了鋁合金鍍硬鉻的成品率。
(7)鋁件鍍硬鉻和鋼件鍍硬鉻一樣,鍍層厚度通常不夠,需要進行補鍍(復鍍),而補鍍易發生起皮,退鍍率高。因此,必須掌握補鍍方法,雖然可在化學凈潔的表面上進行,但如經過刻蝕則更佳。刻蝕時間應根據已有鉻層厚度等狀況而定,一般反電刻蝕時間在30s左右,對較厚鉻層需長一些,如鉻層厚度超過50um,在預熱后需反電刻蝕2-3min,電壓保持在鍍槽的正常操作范圍,使其表面層得到輕度刻蝕,同時在補鍍前保證鉻層表面潔凈。